清空記錄
歷史記錄
取消
清空記錄
歷史記錄
有限公司")

模板的設(shè)計(jì)是怎樣的?
連續(xù)模具之主要模板有沖頭固定板、壓料板、凹模板等等,其構(gòu)造設(shè)計(jì)依沖壓制品之精度、生產(chǎn)數(shù)量、模具之加工設(shè)備與加工方法、模具之維護(hù)保養(yǎng)方式等有下列三種形式:
(1)整塊式
(2)軛式
(3)鑲?cè)胧健?/span>
1. 整塊式
整塊式模板亦稱為一體構(gòu)造型
2. 軛式
軛式模板之一般部加工成凹溝狀以組裝塊狀品
軛式模板之設(shè)計(jì)注意事項(xiàng)如下:
(1)軛板構(gòu)部與塊狀部品之嵌合采中間配合或輕配合方式
(2)軛板兼俱塊狀部品之保持功能
(3)塊狀部品之分割應(yīng)同時(shí)考慮其內(nèi)部之形狀
(4)軛板組入許多件塊狀部品時(shí),由于各塊狀部品之加工累積誤差使得節(jié)距產(chǎn)生變動(dòng)
(5)塊狀部品采并排組合之模具構(gòu)造,由于沖切加工時(shí)塊狀部品將承受側(cè)壓使各塊狀部品間產(chǎn)生間隙或造成塊狀部品之傾斜
(6)軛板內(nèi)塊狀部品之固定方法
A.以鎖緊螺絲固定
B.以鍵固定
C.以揳形鍵固定
D.以肩部固定
E.以上壓件(如導(dǎo)料板)壓緊固定
3. 鑲?cè)胧?/strong>
模板中加工圓形或方形之凹部,將塊狀部品鑲合嵌入于模板中
連續(xù)沖壓模具采用此模板構(gòu)造時(shí),為使模板具有高剛性要求
(1)嵌入孔穴之加工:模板之嵌入孔穴加工使用立式銑床(或治具銑床)、綜合加工機(jī)
(2)嵌入件之固定方法:嵌入件固定方法之決定因素有不變動(dòng)其加工的精度
A.以螺絲固定
B.以肩部固定
C.以趾塊固定
D.其上部以板件壓緊
凹模板之嵌入件固定方法亦有采用壓入配合

 瀏覽器自帶分享功能也很好用哦~
瀏覽器自帶分享功能也很好用哦~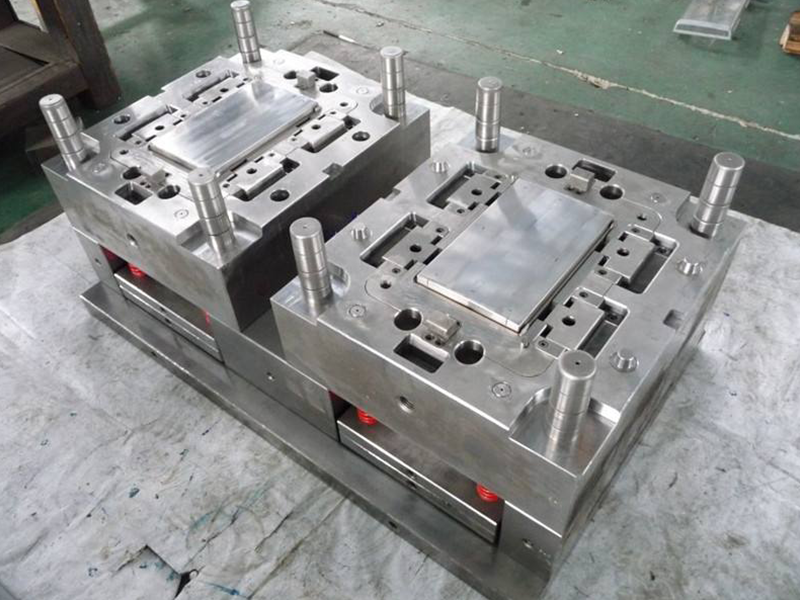 ?" title="模具的分類是什么
?" title="模具的分類是什么 ?"/>
?"/>計(jì)要點(diǎn)是什么<div id=") ?"/>
?"/> ?" title="模具的生產(chǎn)流程是什么?"/>
?" title="模具的生產(chǎn)流程是什么?"/>